3D Printer Extruder
I bought a 3D printer from 3DStuffMaker as it advertised large build volume of 200mm X 200mm X 200mm and was supposed to be working out of the box. It was intended to be a tool for 3D printing rather than another project, however the unit was largely a failure due to the extruder design and hot end nozzle. After many emails with Australian and Indian support, and Skype calls to India, it became apparent that the performance I expected and what 3DStuffMaker considered acceptable were worlds apart.
The original extruder used a bolt with cuts running perpendicular to the thread to form teeth to grip the filament, a poor imitation of a hobbed bolt. To hold the filament to the drive surface, a stationary nylon slide was used. This meant if the clamp was too loose, there was no grip and the bolt would grind up the filament, if the clamp was too tight the friction of the filament on the nylon slide was too great and the filament would not move, and be ground up by the bolt. There happy medium tolerance was so tight it was unusable. When it was working the filament was slowly grinding up and filling the gaps in the teeth cut into the bolt, once the gaps were filled there was no grip and the filament would stop.
3DStuffMaker Skype support stated the extruder could not pull the filament off a spool that is rolling on a shaft. 3DStuffMaker's instruction was that the spool must be flat on its side with loose filament coiling up to the extruder. This confirmed that 3DStuffMaker was aware their poor design had so little grip available but was not willing to offer a solution. The Australian representative I bought the unit from refused to refund any amount nor accept a warranty claim.
Following 3DStuffMaker's Skype instructions with the filament spool on its side, as extruder consumed the filament it would tighten the coil above the spool gradually until the limit of friction was reached, then stalled and ground up the filament. That is if ground filament did not gum up the extruder first.
The procedure required by 3DStuffMaker to operate their printer was to disassemble and clean out the extruder before every print and hand feed the filament into the extruder. This is was not feasible as large prints can take upwards of 20 hours.
The lack of support from 3DStuffMaker was deplorable and I do not recommend purchasing their products. However as I am stuck with this printer I paid good money in good faith for, I have come up with a solution.
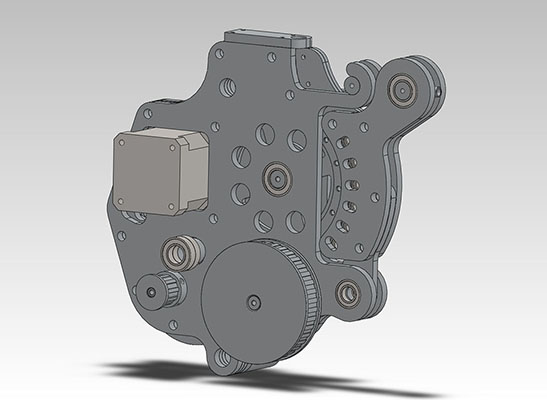
A new extruder was required that had plenty of grip to reliably feed filament into the hot end and pull filament off a spool rolling on a stand. To achieve this I used a 3 stage reduction drive with a final drive ratio of 64:1 and a large wheel with large grip surface. The diameter of the wheel was chosen to be 64 times the diameter of the original bolt to keep the step to length of filament ratio unchanged.
The extruder was a success and works very reliably. The design is also intended to be stackable, so if another channel is added, it is bolted alongside the first.
The major drawback to this design is the reduction drive results in a sizable backlash which means filament retraction is not possible. The printer would need to be configured to have over 15mm of retraction to successfully stop filament oozing, however the stepper motor speed to achieve a 15mm retraction and then 15mm re-extrusion in parts of a second stalls the stepper motor.
The proposed work around is to create a second latch that releases the Bowden tube from the extruder. This will relieve pressure on the hot end and can then be re-engaged to resume printing. This remains a work in progress.
Check out the extruder photos below:
|